Condition-Based Maintenance (CBM) is preventive maintenance performed at a frequency based on the assessment of the actual physical condition of components or assemblies. CBM provides an alternative to schedule-based maintenance frequencies, which are commonly used for BOPs. CBM can reduce the risk of equipment failure by triggering maintenance earlier than would be performed by a standard schedule, if necessary. CBM can further reduce risk and lower overall maintenance costs by eliminating unnecessary preventive maintenance. The need for CBM is discovered using IPT’s proprietary algorithm that detects, extracts, and analyzes real-time operational and performance data from the rig. This data is displayed on IPT’s SureView dashboard. IPT’s team uses the data to implement a condition-based maintenance program.
The Use of Subsea Blowout Preventers (BOPs)
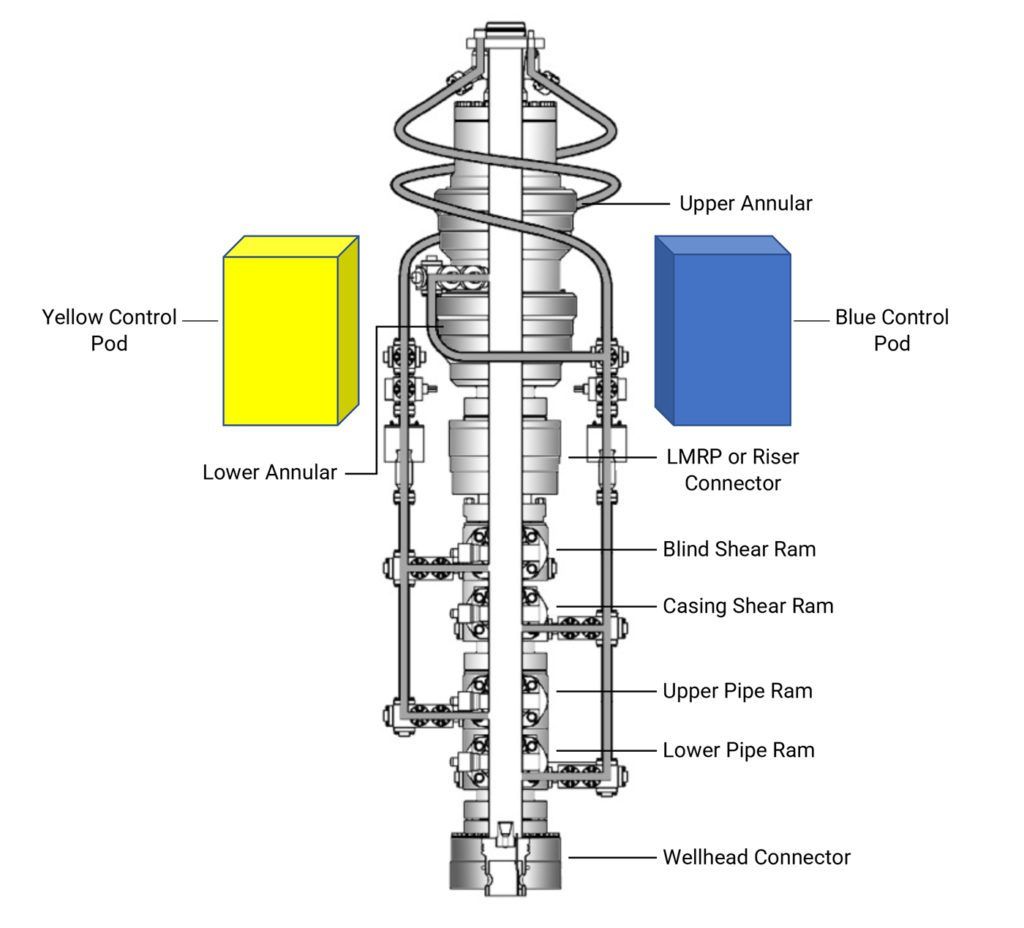
Subsea blowout preventers (BOPs) attach to the wellhead and serve as an important barrier element that prevents formation fluids and gases from flowing uncontrolled to the rig floor and causing a kick or blowout. BOPs consist of redundant control pods and electronically and hydraulically powered components such as hydraulic connectors, upper and lower annular preventers, casing and blind shear rams, and pipe rams. BOP accumulators provide sufficient pressure to operate these components when hydraulic and electric connectivity has been interrupted. BOP components must be periodically tested to ensure proper operation in an emergency.
BOP Testing Procedures
Operators must periodically pressure test and function test BOP stack components, which decreases efficiency of drilling operations. BOP pressure tests are performed at regular intervals typically ranging from 14 to 30 days as set by local regulatory bodies. A single BOP pressure test consists of several steps that are performed at low or high pressure to detect a leak in the piping, manifold, or BOP components. Each step involves isolating a system, pressurizing it, shutting it in, and analyzing the pressure change. BOP stack components may be pressure tested a dozen times or more during drilling operations for a single well. The total time for each complete BOP pressure test may take from 12 to 24 hours and increase the length of operations significantly.
BOPs components must also be function tested weekly by actuating (opening and closing) the annular preventers and rams to ensure they will operate properly in an emergency. Function tests are designed to monitor the time (seconds) and volume of fluid (gallons) it takes to actuate individual components, which are important parameters for CBM. The test procedure may vary by rig, but typically, a member of the subsea crew opens or closes individual BOP components from the control panel and manually records the actuation duration and fluid volume from analog or digital gauges.
The actuation duration and the volume of fluid are important indicators of the health of critical BOP components. If test measurements are analyzed over time along with equipment maintenance and failure tracking, the data can be used to spots trends that identify needed maintenance or indicate the imminent failure of a critical component.
The Demand for Condition Based Maintenance in BOP Testing
The challenge is to analyze BOP test, maintenance, and failure data analyses so that operators can gain insight into when and why failures are happening. This will allow contractors to perform maintenance on BOP components when necessary, rather than on an arbitrary schedule as is commonly used.
Uncovering Condition Based Maintenance Issues Using IPT’s Proprietary Algorithm
IPT developed an automated physics-based algorithm that detects and extracts function test data from the real-time data on the rig in real time. IPT’s team of well control and BOP SMEs assisted with the algorithms development to ensure that the function test data are detected correctly, objectively, and consistently. The algorithms can detect parameters such as an increase in test duration, unusual hydraulic fluid flow volumes, or specific regulator pressure signatures. This information is extracted for all function tests performed and displayed on IPT’s analytics web app, SureView.
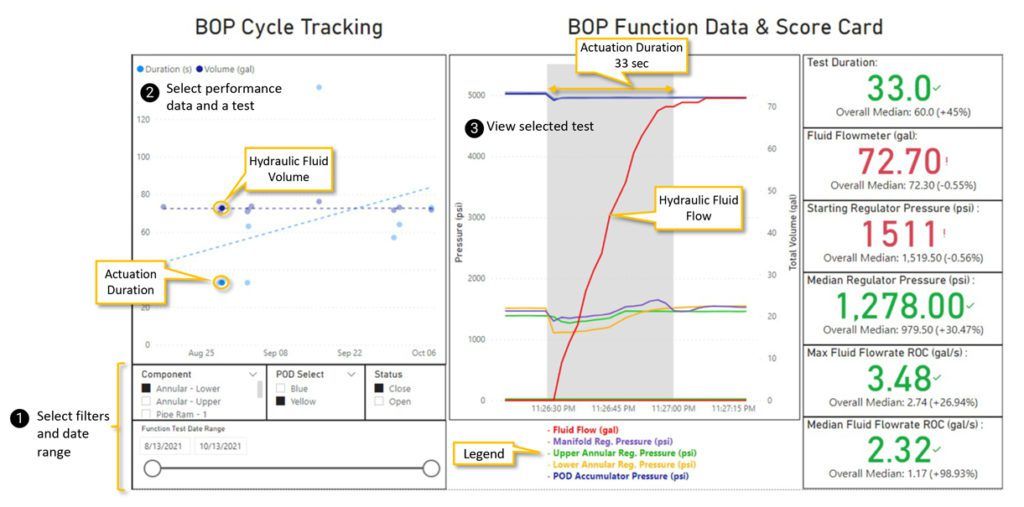
The figure below is a screenshot of IPT’s SureView dashboard for reviewing performance and function test data extracted by the algorithm. The steps to use the SureView dashboard are as follows:
- A user can select the desired filters and choose a date range for the data extracted using the algorithm at the bottom of the Cycle Chart on the left. The Cycle Chart plots the filtered data over the selected date range, allowing the user to investigate the underlying factors in visible trends in the test duration and volume of fluid.
- The user can select a data point (volume or duration) of interest in the Cycle Chart to graphically view the test parameters in the Function Test Data chart (middle).
- The shaded area in the BOP Function Data chart represents the actuation duration and the red line shows the hydraulic fluid flow. The legend at the bottom identifies other test parameters plotted in the chart, including the manifold regulator pressure, upper and lower annular regulator pressure, and POD accumulator pressure. The Function Test score card on the right is a way to quickly see how key factors of the selected function test compare with the rest of the data set plotted in the BOP Cycle Tracking chart.
The Function Test Data chart below shows that after the signal to close was initiated, the fluid flow steeply increased, and the valve started to actuate. The upper and lower annular regulator pressure dropped quickly and then returned gradually to their starting pressure. The Score Card shows that the function test compared well to other tests results because four values (in green) were better than their respective median values and two values (in red) were slightly above their median values.
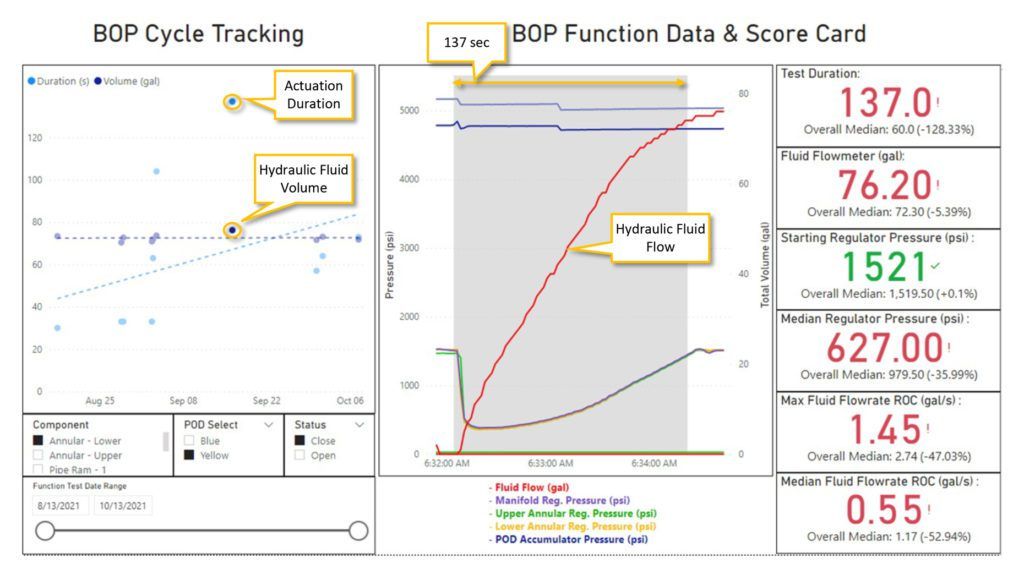
The next screenshot is an example of a function test that did not perform as well compared to other tests. Using the same filters as the previous example, the user selected the largest outlier in the BOP Cycle Tracking chart. The Score Card quickly shows that five parameters were worse than their median values. The Test Duration is more than twice the median value. The Median Regulator Pressure and Max Fluid Flowrate ROC are significantly less than their median values.
The BOP Function Data chart shows the details behind the values in the Score Card. The Regulator Pressure quickly declined and stayed low until it finally recovered to its initial levels over two minutes later. The Fluid Flow shows a slower rate compared to previous tests, less than half of our previous test. Both of these factors contributed to the longer test duration and can be used in failure analysis and investigation.
This last function test was also recorded by the rig crew using the traditional process of monitoring readback pressures and manual time keeping. The time to close was recorded as 58s, which accounted for less than half of the real overall closing time. Using algorithmic detection removes any inconsistencies in reporting from processes that were previously done manually. This also improves transparency into rig operations with onshore teams and ensures adherence to regulatory and policies for safer operations.
Building a Condition-Based Maintenance Program
The previous example demonstrates how IPT’s automated function test algorithm, SureView web app and support team can help your BOP reliability team identify problematic components or procedures to improve safety, efficiency, and compliance with regulatory and operator requirements. Using our algorithms to identify the underlying factors of BOP component degradation, we will partner with you to build a Condition-Based Maintenance program that can:
- Increase overall uptime of BOP equipment systems by allowing you to maintain components when needed as opposed to frequently testing them on a strict predetermined schedule.
- Reduce overall equipment stress by reducing the overall time equipment is exposed to high test pressures.
- Reduce non-productive time (NPT) by identifying component degradation and troubling performance trends in real-time. This allows you to integrate maintenance plans with normal operations to ensure equipment is swapped out with minimal impact to critical path operations.
- Compare operational efficiencies across your global fleets and identify areas or trends for continuous improvement for optimal efficiency and asset health.
IPT Is an Industry Leader in the Implementation of CBM
IPT is directly involved in crafting industry best practices and procedures for CBM with the API SC16 technical committee in partnership with super-majors and global operators. For over a decade, IPT’s SureView platform has given customers the ability to store BOP test data, equipment reports, and failure reports that can now be used for CBM. Customers can also use SureView to store any information from sensors or other asset data sources connected to programmable logic controllers (PLCs). From this data, we use our proprietary algorithm to detect and extract function test data to gain insight into the current health trends of BOP components. Our automated algorithm and team will identify problematic components or processes to help keep your operations safe and accountable to regulatory or operator requirements.